 Reparatii Laptop
Reparatii Laptop
 Curatare Laptop Profesionala
Curatare Laptop Profesionala
 Inlocuire Tastaturi
Inlocuire Tastaturi
 Inlocuire Baterii
Inlocuire Baterii
 Upgrade Laptop
Upgrade Laptop
 Reparatii Placi De Baza
Reparatii Placi De Baza
 Service Asus
Service Asus
 Service Apple
Service Apple
 Service Acer
Service Acer
 Service Huawei
Service Huawei
 Service MSI
Service MSI
 Service Razer
Service Razer
 Service Alienware
Service Alienware
 Service Toshiba
Service Toshiba









Probabil te intrebi ce inseamna Reballing si Reflow. Acesti doi termeni pot suna ca niste cuvinte straine, dar in realitate ele reprezinta procese esentiale pentru restabilirea functionalitatii unor componente electronice ce necesita reparatii, in special pentru cele cu montare pe suprafete cunoscute sub numele de BGA.
In acest articol iti prezentam topul celor mai multe greseli atunci cand vine vorba de BGA Reballing, Reflow.
Cand se doreste prevenirea aparitiei problemelor de montare a componentelor BGA sau cand se doreste rezolvarea si corectarea unor astfel de probleme, este important sa se cunoasca bine modul in care se modifica aceasta conexiune de lipire in timpul operatiunii de incalzire reflow (cand se refac conexiunile fara sa se dea jos cipul din soclul de pe placa).
In Figura 5.9 puteti observa o lipitura buna pentru niste componente BGA, in situatia in care procesul pachetului de lipire a componentelor BGA este privit ca o unitate de observare a temperaturii crescute.
In acest exemplu, cand se intra in faza de incalzire principala (adica peste punctul de topire) si pasta de lipire fuzioneaza, lipirea incepe sa se extinda inspre bile, iar cand toate bilele au fuzionat, dispozitivul incepe sa se diminueze.
Pentru a face lipituri bune, este important sa aveti in vedere timpul necesar deasupra punctului de lipire, astfel incat dispozitivele sa se scufunde in mod adecvat in lipitura. In acest exemplu, au fost necesare aproximativ 20 de secunde pentru ca dispozitivul sa se cufunde in mod corespunzator.
In Figura 5.10 se arata o problema care apare din cauza incalzirii insuficiente in procesul de lipire a componentelor BGA. Acesta este de fapt un exemplu de schimbare a conditiilor de incalzire si de observare a aspectului extern al lipiturii, precum si a sectiunii transversale.
Daca temperatura de varf este prea scazuta si timpul petrecut deasupra punctului de topire este prea scurt, fie pasta de lipit si bilele de reballing nu se vor topi corespunzator si astfel nu vor fuziona (cazul 1) fie, chiar daca se vor topi, lipitura s-ar putea sa fie prea slaba (cazul 2).
Pe masura ce temperatura de varf devine tot mai mare, iar timpul petrecut deasupra punctului de topire creste, forma lipiturii capata o consistenta mai mare devenind mai rezistenta (cazul 33). Respectand toate conditiile prevazute, puteti realiza o lipitura foarte solida (cazul 4).
Cand se monteaza componentele BGA, iar pasta de lipit nu fuzioneaza cu bilele BGA, poate sa apara fenomenul ce poarta denumirea de Head-in-Pillow (asa cum se arata in figura 5.11). In aceasta situatie bila de lipit si pasta de lipit se afla intr-o stare in care nu se interconecteaza. Chiar si in aceasta stare, cu toate acestea, imbinarea poate fi conducatoare de electricitate in testarea de montare initiala.
Figura 5.12 prezinta mecanismul care apare in cazul defectului de tip Head-in-Pillow. Cand pachetul de lipit sau placa de circuite imprimante este incalzita, are loc deformarea. Daca aceasta deformare este mare, bila de lipit si pasta de lipit vor fi indepartate, trase afara (procesul de preincalzire din imagine). In cazul in care incalzirea continua in aceasta stare, bila de lipit va primi mai multa caldura si apare procesul de oxidare a suprafetei (procesul principal de incalzire). In acest moment, desi fluxul se scurge din pasta de lipit si acopera suprafata, daca acest flux isi pierde din activitate, in timp ce deformarea este inversata in timpul procesului de racire, chiar daca bila de lipit face contact, fluxul nu poate indeparta pelicula de oxid de pe suprafata bilei de lipit. In acest caz spunem ca are loc un defect de tip Head-in-Pillow („cap in perna”) – procesul de racire.
In plus fata de cauza deja prezentata in sectiunea de mecanism atribuit, pot aparea si alti factori care pot cauza defecte de tip Head-in-Pillow. Se considera ca defectul Head-in-Pillow poate aparea dintr-o cauza individuala sau ca urmare a unor combinatii de cauze multiple.
Figura 5.14 arata o imagine de ansamblu conceptuala a cauzelor defectelor Head-in-Pillow si a marjei de montare. Cand creste pericolul aparitiei defectului Head-in-Pillow din una sau mai multe cauze prezentate, marja de montare se reduce. Daca, mai departe acest proces creste, marja de montare se poate pierde, lucru care duce la aparitia defectului Head-in-Pillow.
Prezentam mai departe exemple de metode pentru rezolvarea acestei probleme.
Deformarea apare atunci cand un pachet de componente BGA sau o placa de cabluri imprimante se incalzeste. Cand gradul de deformare este mare, sau cand directiile de deformare sunt opuse, distanta la punctele de lipire creste, bila de lipit si pasta de lipit se separa. Ca urmare, poate aparea defectul Head-in-Pillow.
Figura 5.15 arata rezultatul studierii deformarii la produsele cu defecte de montare, caz in care apare Head-in-Pillow. In acest exemplu, deformarea concava poate fi observata atat in pachetul de componente BGA cat si in placa de circuite imprimate din zona pachetului de montare BGA. Aici, defectele de incapacitate de fuziune apar in locurile in care separarea deformarii intre pachetul de componente BGA si placa de cablaj imprimat este mai mare in centrul partii D.
Figura 5.15: Exemplu de defect Head-in-Pillow cauzat de deformare
Deformarea se extinde atunci cand pachetele de componente BGA si placile de cablaj imprimante absorb umezeala. Daca se absoarbe umiditatea, lipiti aceste elemente conform condititiilor prevazute.
Din moment ce deformarea poate fi influentata de materialele placii de cablaj imprimante, de structura, de cablaj, forma, si de schema de montare, verificati comportamentul de colmatare la temperatura camerei in conditii de incalzire. Daca are loc o deformare mare la temperatura inalta, folositi un dispozitiv de prevenire a deformarii.
In cazul in care pachetele de BGA stau de prea multa vreme descoperite de la deschiderea ambalajului, pelicula se poate oxida si poate sa devina mai groasa. De aceea, acest lucru poate reprezenta o cauza pentru aparitia defectului Head-in-Pillow.
Chiar daca verificam daca pelicula de oxid de pe bila de lipit devine mai groasa datorita preprocesarii, inflenta sa asupra sudabilitatii nu este semnificativa, asa cum se arata si in figura 5.16. Daca exista si alti factori care interfereaza cu acest lucru (de exemplu, daca pelicula de oxid de pe bila de lipit creste rapid in timpul incalzirii reflow sau daca pachetul de BGA sau placa de cablaj imprimat se deformeaza). Si in aceste situatii creste riscul aparitiei defectului Head-in-Pillow.
Exemplu de evaluare de reproductibilitate: sudabilitatea grosimii peliculei de oxid a bilei de lipit si a pastei de lipit
In acest exemplu, chiar si in cazul in care bilele de lipit pe care au fost efectuate preprocesari si pelicula de oxid de suprafata s-au ingrosat, lipirea realizata a fost buna.
Figura 5.16 Solderabilitatea dintre bilele de lipit si pelicula groasa de oxid
Reduceti temperatura si umiditatea din mediul de depozitare dupa deschiderea pachetului de componente BGA si pastrati-l in conditiile prevazute de produs (de exemplu, sub 30 0 C si sub 70% RH).
De asemenea, cand depozitati produsele deja desfacute, evitati sa le lasati descoperite si ganditi-va daca le puteti reambala in conditiile optime de umeazeala.
Exista o legatura foarte stransa intre optimizarea profilului de temperatura de reflow, oxidarea suprafetei bilelor de lipit care necesita pasta de lipit cu actiune crescuta si activitatea de flux. Prin urmare, utilizati un profil de temperatura care optimizeaza activitatea atunci cand se topeste pasta de lipit. De asemenea, retineti ca pasta de lipit cu o activitate crescuta poate suprima cresterea peliculei de oxid de pe bilele de lipit in timpul incalzirii reflow.
Separarea bilelor de lipit si a pastei de lipit in timpul operatiunii de reflow impiedica indepartarea peliculei de oxid si suprimarea reoxidarii suprafelei bilelor de lipit de catre flux. Astfel, se ajunge la oxidarea suprafetei bilei de lipit.
Prin urmare, este important sa aveti in vedere suprimarea deformarii realizata de contramasurile de absorbtie ale pachetului de umiditate, ale placii de cablaj imprimate si sa revizuiti schema de montare.
Activitatea fluxului poate fi redusa in cazul in care timpul de preincalzire este mai lung, sau atunci cand temperatura este mai ridicata decat in recomandarile producatorului pastei de lipit. Acest lucru poate duce la degradarea bilei de lipit si la o sudabilitate slaba.
Figura 5.17 prezinta un exemplu de montare intre bilele de lipit si pasta de lipit cu o activitate redusa radical, ce se observa in timpul incalzirii. Pe masura ce creste temperatura, fluxul din pasta de lipit iese la suprafata si nu se desprinde prea mult de locul in care bilele de lipit par sa se ridice. Credem ca atunci cand fluxul isi pierde din activitate, el impiedica de fapt aderenta si duce in final la aparitia defectului de Head-in-Pillow.
Verificati ca sunt indeplinite toate conditiile (de mediu si depozitare) stipulate de producatorul pastei de lipit.
Verificati conditiile procesului, care ar trebui sa respecte conditiile recomandate pentru pasta de lipit folosita la sudabilitatea componentelor BGA.
Incalzirea de reflow intr-o atmosfera de azot are un rol mai mare in prevenirea oxidarii suprafetei bilei de lipit.
Figura 5.18 prezinta un caz in care am simulat un defect pentru a evalua reproductibilitatea in conditii identice pentru douazeci de tipuri de pasta de lipit care se pot gasi usor pe piata din Japonia.
Observam aici o diferenta de aproximativ un factor de 20 intre pasta de lipit cu o rata de aparitie mai mica a defectului Head-in-Pillow (pasta de lipit tipul 1) si pasta de lipit cu cea mai mare rata de probabilitate a aparitiei defectului Head-in-Pillow (tipul 20).
Asta inseamna ca, tipul pastei de lipit a determinat o astfel de diferenta majora. Va recomandam sa efectuati o evaluare a conditiilor de montaj pe care urmeaza sa le adoptati si sa alegeti o pasta de lipit cu cea mai mica rata de probabilitate a aparitiei defectului Head-in-Pillow.
Figura 5.18: Tipuri de pasta de lipit si ratele de probabilitate a aparitiei defectului Head-in-Pillow
Daca pasta de lipit si bila de lipit sunt separate in timpul incalzirii, poate aparea oxidarea suprafetei bilei de lipit. Cand punctul de topire a lipiturii a fost depasit, iar pasta de lipit topita intra in contact cu o bila de lipit si daca activitatea fluxului incetineste, credem ca pelicula de oxidare a suprafetei bilei de lipit nu se va deteriora rapid.
Figura 5.19 arata rezultatul unei evaluari de reproductibilitate in conditiile in care pasta de lipit si bilele de lipit sunt tinute separat pana ajung la punctul de topire si apoi sunt conectate in locul in care punctul de topire este depasit.
In aceasta situatie, defectul Head-in-Pillow tinde sa apara cand timpul de incalzire peste punctul de topire este mai scurt (de aproape 6 secunde) – vezi figura de sus.
Cu toate acestea, in aceleasi conditii, in cazul in care timpul de incalzire peste punctul de topire a fost depasit (aproape 30 secunde), se pot realiza lipituri foarte bune si rezistente.
Figure 5.19: Timpul peste punctul de topire si sudabilitate
Exista cazuri in care defectul de Head-in-Pillow apare daca timpul peste punctul de topire este prea scurt. Data timpul peste punctul de topire este mai lung, asa cum se arata in figura 5.20, este posibil ca defectul sa aiba o rata de aparitie mai mica. Astfel, este eficient ca timpul peste punctul de topire sa fie mai lung.
Figure 5.20: Timpul peste punctul de topire si rata aparitiei defectului Head-in-Pillow
Defectul de Ball Drop se caracterizeaza printr-o zona in care contactele bilei de lipit a componentelor BGA (sau pad-ul din schema de montare) care este rotunjita atunci cand priviti sectiunea transversala a zonei de lipit. Practic, pare ca si cum bila ar cadea.
Exista o tendinta ca acest defect sa aiba loc la bilele de la periferia interioara a suprafetei bilei.
Figura 5.21 prezinta un exemplu de fenomen de drop ball care a avut loc intre bila de lipit si campul BGA.
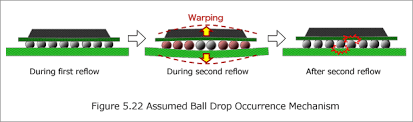
Urmatorul mecanism poate fi responsabil pentru aparitia fenomenului de drop ball in timpul celei de a doua operatii de reflow; chiar daca in timpul primei operatiuni de reflow se realizeaza o lipitura buna.
La a doua operatiune de reflow, bila de lipit este topita de la exterior. In cazul in care apare vreo deformare pe placa de cablaj printat, cand se pune presiune in directia in care se intinde intervalul de conexiune, aceasta forta este concentrata asupra bilelor de lipit din zona centrala care nu sunt topite.
In acest caz, cand bilele de lipit din zona centrala se schimba din faza solida in faza mai lichida, conexiunea isi pierde din forta de constrangere.
Deducem astfel ca, dupa aceeam, topirea bilei de lipit progreseaza si bila de lipit capata o forma rotunda care pare ca pica.
Deformarea placilor de cablaj imprimate pot creste in timpul operatiunii de reflow daca pachetul sau placile de cablaj imprimante absorb umezeala intre prima si a doua operatiune, sau daca temperatura in reflow este prea mare. Ca urmare, frecventa defectului de drop ball poate creste in aceste cazuri.
Luati in considerare urmatoarele metode ca solutii pentru a preveni defectul de drop ball:
– Evitati retopirea dupa montare. Faceti doar o operatiune de reflow pe pachetele predispuse defectului de drop ball (de exemplu: montati astfel de pachete in timpul celei de a doua operariuni de reflow). De asemenea, evitati sa faceti reflow din nou in timpul reparatiilor.
– Prevenirea absorbtiei de umiditate: Cand se efectueaza mai multe operatiuni de reflow, depozitati pachetele si placile de cablaj imprimante astfel incat sa nu capteze umezeala de la prima operatie de reflow pana la ultima operatie de reflow.
– Reducerea temperaturii de reflow. Pentru pachetele care prevad mai multe operatiuni de reflow, reduceti temperatura de reflow de la a doua si ultima operatiune de reflow pana la valorile scazute din intervalul acceptabil.
Iti recomandam sa apelezi la un specialist daca ai nevoie de Reballing Laptop sau Reballing Placa Video, Chipset Video sau orice necesita reparatii BGA Reballing daca nu ai pregatirea sau tehnologia necesara. Acest procedeu este unul complex si necesita aparate performante precum statii de reballing pentru laptop dar si cunostinte avansate pentru a efectua astfel de operatiuni.
La OnLaptop oferim servicii reballing & reflow pentru a efectua orice tip de reparatie placa video, placa de baza sau a altor componente BGA. Avem o experienta de peste 15 ani si o rata de succes de 90% a tuturor reparatiilor. In Plus, cunoastem perfect producedura de reballing laptop / Reflow Laptop BGA.

 Reparatii Telefoane
Reparatii Telefoane
 Reparatii Tablete
Reparatii Tablete
 Service Xiaomi
Service Xiaomi
 Service ZTE
Service ZTE
 Service Honor
Service Honor
 Service Realme
Service Realme
 Reparatii Calculatoare
Reparatii Calculatoare
 Reparatii Monitoare
Reparatii Monitoare
 Oferta PC Custom
Oferta PC Custom
 Asamblare PC Gaming & Office
Asamblare PC Gaming & Office
 Upgrade PC Gaming & Office
Upgrade PC Gaming & Office
 Reparatii Console
Reparatii Console
 Reparatii PlayStation PS4
Reparatii PlayStation PS4
 Reparatii PlayStation PS5
Reparatii PlayStation PS5
 Reparatii Nintendo Switch
Reparatii Nintendo Switch
 Laptopuri Apple
Laptopuri Apple
 Incarcatoare Laptop
Incarcatoare Laptop
 Baterii Laptop
Baterii Laptop
 Folie Transparenta
Folie Transparenta
 Display-uri Telefoane
Display-uri Telefoane
 Circuite Integrate Telefoane
Circuite Integrate Telefoane
 Camere Telefon
Camere Telefon
 Calculatoare
Calculatoare
 Surse Alimentare PC
Surse Alimentare PC
 Carcase PC
Carcase PC
 Placi de retea
Placi de retea
 Console Refurbished
Console Refurbished
 Controllere Refurbished
Controllere Refurbished
 Display Console
Display Console
 Surse Alimentare Consola
Surse Alimentare Consola
 Administrare Flote Laptopuri
Administrare Flote Laptopuri
 Optimizare Costuri Hardware
Optimizare Costuri Hardware
 Devino Partener Reseller
Devino Partener Reseller
 Infrastructură Hardware & Service
Infrastructură Hardware & Service
 Suport Hardware & Administrare IT
Suport Hardware & Administrare IT



 Service Laptop
Service Laptop Reparatii Pc All In One
Reparatii Pc All In One Reparatii Monitoare LCD LED
Reparatii Monitoare LCD LED Reparatii Nintendo Switch
Reparatii Nintendo Switch Reparatii Xbox One
Reparatii Xbox One Laptopuri Refurbished
Laptopuri Refurbished Incarcatoare Laptop
Incarcatoare Laptop Ecrane si Ansambluri Display Laptop
Ecrane si Ansambluri Display Laptop Tastaturi Laptop
Tastaturi Laptop Baterii Laptop
Baterii Laptop HDD / SSD Laptop
HDD / SSD Laptop Memorii Ram Laptop
Memorii Ram Laptop Circuite integrate
Circuite integrate Telefoane Refurbished
Telefoane Refurbished Display-uri Telefoane
Display-uri Telefoane Folii Protectie Telefon
Folii Protectie Telefon Conectori, Mufe incarcare
Conectori, Mufe incarcare Circuite integrate telefoane
Circuite integrate telefoane Software
Software Controllere Refurbished
Controllere Refurbished Smartwatch-uri Refurbished
Smartwatch-uri Refurbished Piese smartwatch
Piese smartwatch Display Smartwatch
Display Smartwatch Baterii Smartwatch
Baterii Smartwatch Carcase Smartwatch
Carcase Smartwatch Incarcatoare Smartwatch
Incarcatoare Smartwatch Curele si bratari smartwatch
Curele si bratari smartwatch Componente Interne Smartwatch
Componente Interne Smartwatch
